BikeRadar posted an article about titanium titled “Carbon fibre is cycling’s wonder material, but titanium is having a renaissance – here’s why.” It’s always good to see industry writing in support of titanium bikes. Thank you, BikeRadar.
The article begins with a brief history of titanium framebuilding. A few readers told us Seven wasn’t included, and that’s fine. Generally, we’re not concerned about writers’ perceptions of titanium bike-building history and preferences. However, customers also contacted us about inaccuracies and requested our response.
Given that Seven is the longest-running titanium builder without interruption, we’ve been involved in a number of titanium firsts.[1] Bike Radar mentions three important names that Seven’s founders were intimately involved with:
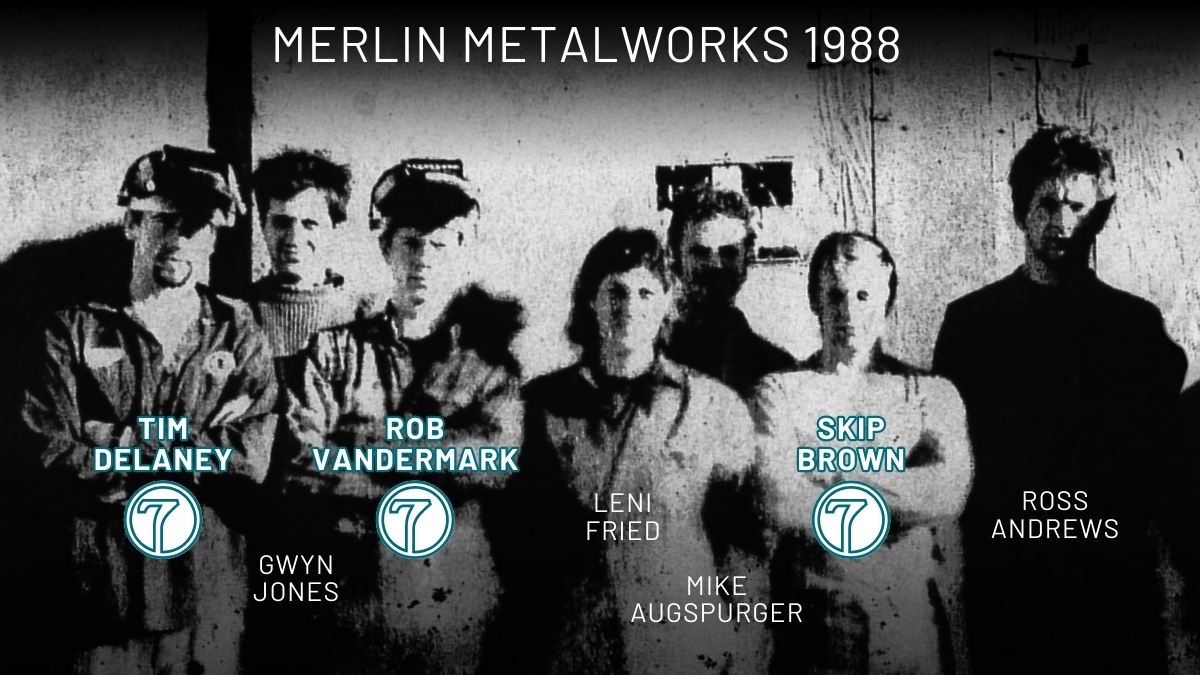
Melin Metalworks: Seven’s four founders worked at Merlin Metalworks, starting with Rob Vandermark in 1987. The other founders are Jennifer Miller, Matt O’Keefe, and Lisa Rodier.
Raleigh: The titanium design that BikeRadar mentions (if he’s talking about the first titanium Raleighs) was machined and welded at Merlin by Seven’s founding team and the rest of the Merlin crew. These designs were also the world’s first titanium-carbon frames, beginning in 1989.
Greg LeMond: Seven’s founding team built the titanium frames for LeMond that BikeRadar mentions. Rob Vandermark designed the “Extralight” butted titanium tubesets that persuaded LeMond to buy their team bikes from Merlin. That project began in 1990.

A few other article corrections that some readers mentioned, but many people may not know about:
“Later came Litespeed” refers to Merlin being first to build titanium frames. That’s not really accurate. Litespeed and Merlin both started building titanium-alloy frames in 1986. Litespeed built the first production road bikes, and Merlin built the first production mountain bikes. While at Fat City, Gary Helfrich built the first titanium-alloy road and mountain bike prototypes in 1984 and 1985. Helfrich was one of the three founders of Merlin Metalworks. His first prototypes were the beginnings of Merlin.
“The Lynskey family started Merlin” is most likely a simple typo. I’m sure the writer meant Litespeed, not Merlin. The Lynskeys founded Litespeed and later departed that company to start their own framebuilding business. They had a 5-year non-compete agreement that prohibited them from building frames for a while.
“Remember the groundbreaking saddle from Fabric that brought 3D-printed titanium to the masses?” That saddle never went past prototyping because it didn’t work. There were no “masses” involved. (More on this 3D printing trope later.)
Thank you, BikeRadar, for writing about titanium. Sorry for the customer-driven corrections.
Footnote:
- Litespeed’s current owners were not involved in its origins in 1986. Rob Vandermark, however, has been building titanium frames without interruption since 1987. No other titanium framebuilder has been in continuous operation for longer than Vandermark.